Steel’s Outsized Carbon Emissions Will Shrink Rapidly In Coming Decades Even As Demand Rises

Last Updated on: 12th November 2023, 05:40 am
Steel will see global transformations in demand and technologies through 2100, and that will have excellent results for its carbon emissions and hence global warming. In a recent assessment, I projected demand and technology curves through 2100, and explained the strategic drivers for increased and decreased demand that I thought would occur over time.
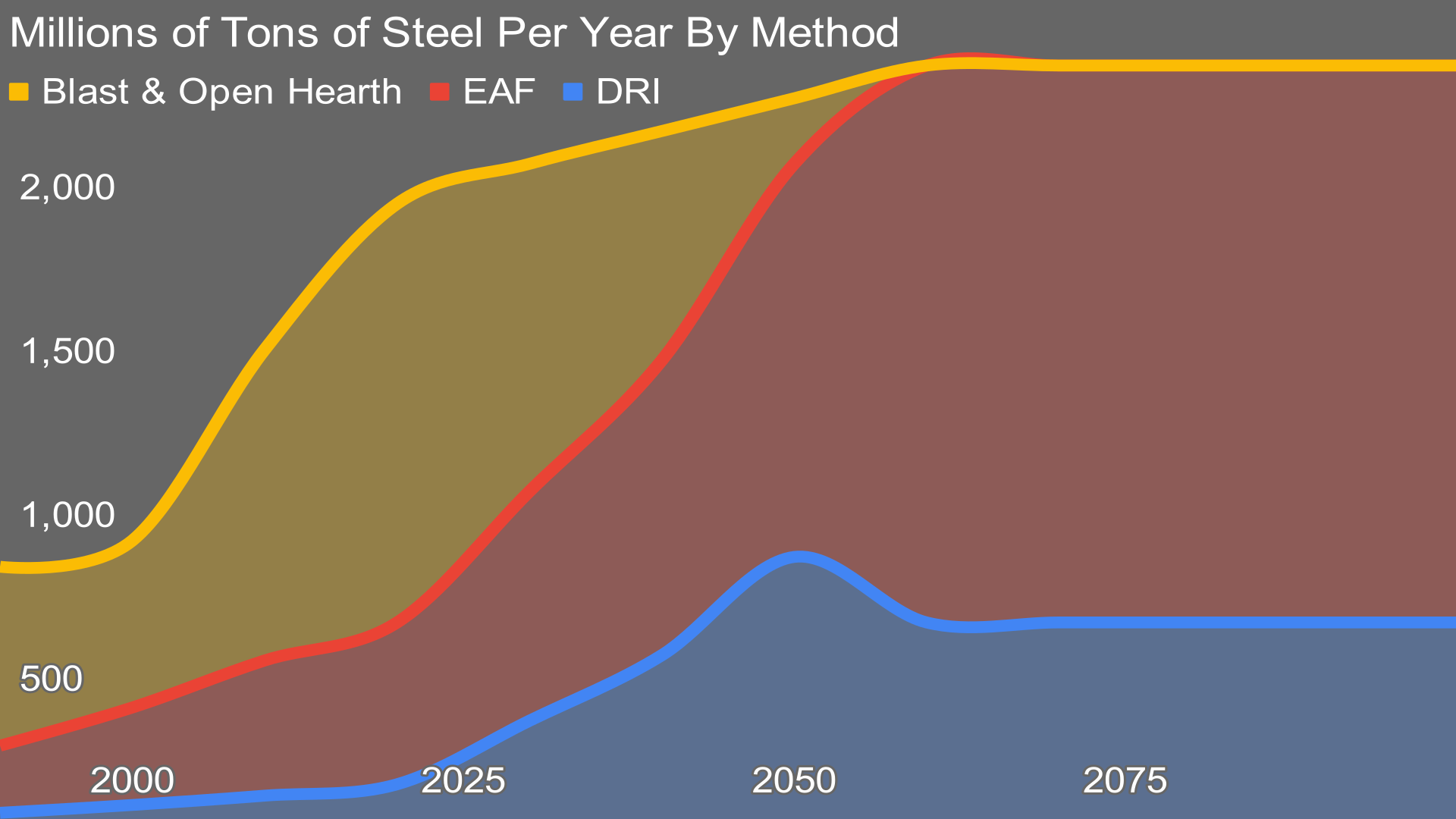
The projection showed an increase from current demand through 2060, then flattening. And it showed that blast and open-hearth furnaces powered by coal and natural gas would fall silent, and be fed into the increasing number of electric arc furnaces powered by renewable electricity.
But it begs the question: what will the carbon curve look like? The massive growth in demand from 1990 to 2020 as China brought 850 million people out of poverty and rural areas into middle-class citizens living in advanced, modern cities came with similar growth in carbon emissions. With demand still increasing, albeit more slowly through 2060, will carbon emissions continue to grow?
The answer is no, of course. First off, all energy required for making steel will become electricity. We won’t be repowering blast and open-heart furnaces, as we will be making what new iron we require using direct reduction technologies. The HYBRIT project has already succeeded in making steel from iron ore mined in zero emissions mines using green electricity and green hydrogen. End-to-end, the process is zero process emissions, although of course there is still embodied carbon in the vehicles and steel and cement used to manufacture and construct the facilities. Midrex’ DRI makes lower carbon steel using hydrogen to displace some natural-gas sourced syngas and can become much lower carbon still by using green electricity for process heat, green hydrogen, and biomethane.
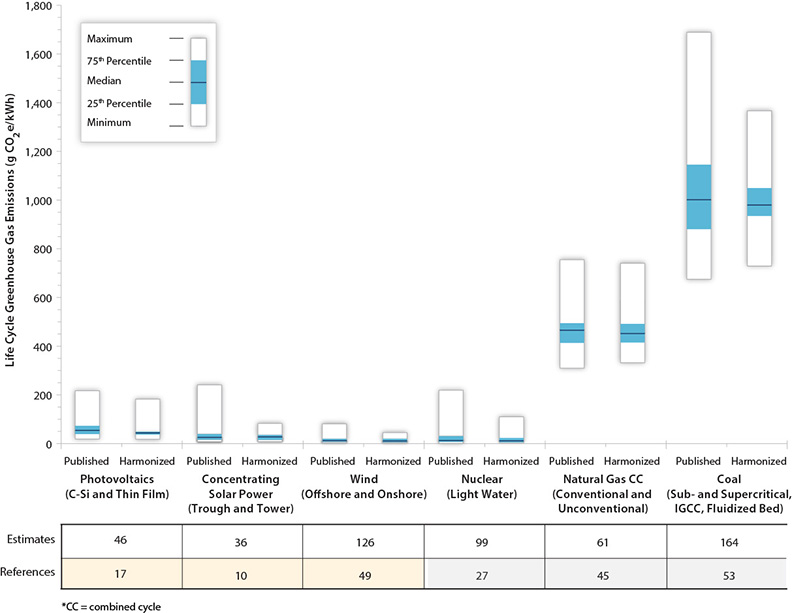
But with more and more zero emissions steel building the steel infrastructure and trucks of the future, embodied carbon will plummet as well. As a reminder, full lifecycle emissions for wind generation for wind and solar are embodied carbon in the cement and steel, and distribution emissions as they cross oceans and components are trucked to sites. With renewable generation being constructed from zero-emissions steel and concrete in the future and moved to sites by electric vehicles, the scant grams of CO2e per kWh will plummet to zero in the coming decades.
All energy will be electric, and all electrical generation will have increasingly low embodied carbon, a virtuous circle.
Accounting for biomethane is increasingly a concern to me. There are innumerable organizations attempting to make biomethane a replacement for natural gas for energy instead of working hard to minimize biomethane generation in the first place. Landfills are emitting methane from waste food and the other biomass we throw away in the trash, and diverting waste biomass to biofuels generation instead makes much more sense. Putting cattle dung and pig manure into anaerobic digesters to maximize biomethane production in a diffuse and undoubtedly leaky supply chain is not a good climate idea in my opinion. Instead, aerating manure so that it decomposes aerobically into CO2 or feeding liquid biofuels processing for aviation and marine shipping is a better choice for those waste streams.
But that doesn’t mean that there aren’t value propositions for the biomethane that we can’t mitigate, and it’s likely that green steel manufacturing is one of them. That’s what the Midrex process uses, and it’s likely to be one of the prevailing methods for new steel in the future.
But as we continue to make more and more new steel every year, more and more scrap steel becomes available. The US is at 70% of all steel demand from scrap steel fed through electric steel minimills today, and has four years worth of demand locked up in its fossil fuel pipelines already. Road vehicles have lifespans of a decade or 15 years, and the average of 900 kg of steel in cars is scrapped and fed into minimills to make new cars. These scrap-fed minimills require new steel for quality and the right alloys, but they are still electric steel minimills and will be fed by increasingly low-carbon electricity in the coming decades. And those minimills will be made with increasingly low carbon steel until their embodied carbon approaches zero as well.
And so, my first scenario of global steel carbon emissions. I project a reasonable increase in DRI and EAF in 2030 over today’s ratios and a smaller reduction in blast and open heart furnaces, so their lower emissions with current technologies should see a reduction in emissions in 2030. With more scrapping and more direct reduction using lower carbon technologies such as Midrex’ DRI and HYBRIT every decade, and the likely creation of those facilities closer to iron ore mines, high-emissions furnaces will go out of business over the coming decades, unable to decarbonize.
Of course, a big question remains. How much green hydrogen is required for the Midrex and HYBRIT low-carbon solutions? People might remember that I have a heterodox projection of declining hydrogen demand through 2100. In that, I projected using the patented Mike Makes Stuff Up (MMSU) method that we might see 40 million tons of new hydrogen demand in the latter half of the century. It was an intuitive guess, but that’s all it was or was claimed to be. I included it because it was the only area I saw a strong reason for growth of demand, and as such required at least a placeholder. (If you think MMSU is a joke, it really isn’t. I use it in client interactions transparently as part of a Bayesian process to avoid blank page-itis.)
Assuming HYBRIT levels of hydrogen, every ton of new steel will require 51 kg of green hydrogen. As we are mostly going to be scrapping steel to meet the increased levels of demand, as the first projection shows, we don’t need to provide hydrogen for 2,300 million tons of steel every year, but only for the DRI portion, 600 million tons. That means we end up with a requirement for about 30 million tons of green hydrogen for steel, up from so close to zero today that it’s not worth talking about. But I had that back end loaded in my projection and I think more hydrogen in steel making processes will occur more rapidly than I had before, so hydrogen demand leaving desulphurization of sour crudes like Alberta’s and Venezuela’s will be matched somewhat.

And so, an updated hydrogen demand projection that in 2100 drops from about 95 million tons annually to about 85 million tons. I’ve also updated one other thing. Paul Martin pointed out that he didn’t agree with my hypothesis that there would be lower fertilizer demand for hydrogen by 2030, and after consideration, that was too aggressive. The fertilizer demand curve takes a bit longer to work out in the end. As a result, that contributes to current hydrogen demand persisting a bit longer before significant decline.
Of course, lower hydrogen demand means less green electricity consumed in making it in the end. At 50 MWh or so per ton, the 10 million tons reduction means 500 TWh we won’t have to produce from wind, water, and solar in our fully decarbonized future. But future electricity requirements and steel demand is a different assessment, with another interesting twist. After all, wind and solar farms use a lot of steel.
There are promising iron and steel processes in laboratories that don’t use hydrogen at all. Boston Metals is working on commercialization of molten oxide electrolysis, which uses electricity in a cell at temperatures of 1,600° C to pump out pure liquid iron. Fortescue just announced that they have processed 150 kg of iron ore into iron with a novel process at much lower temperatures, about 100° C, but there are zero publications or third party assessments of the claims, so it’s merely interesting at this point. Both are probably a decade from commercial availability, but support my premise of green steel.
UPDATE: We reached out to Pipeline Equities with the following question:
Q: Given that there are roughly 3 million miles of pipeline in the USA which will be becoming obsolete and available for alternative uses or scrap in the coming decades with upcoming reductions in oil and natural gas demand, are there any pipelines which are too unsafe to extract due to coatings or scaling?
A: I routinely extract or recover pipelines for reuse. All these lines are of tubular steel manufacture. The pipelines regularly become obsolete when the source of destination changes. The fact is there are probably at least 3 million miles available now. The Biden Administration has instructed the FERC who regulates pipelines to “abandon in place” these obsolete pipelines. So then the pipelines become the property of the landowners where the pipelines lay. I cannot imagine any pipelines unsafe to extract. Pipelines laid in the past sixty years do not have any coating problems, but prior to that time most all had some asbestos in the coating. We routinely take up these pipelines using standard safety recovery methods. I don’t know what you mean by “scaling” in your last sentence. If you mean deterioration due to oxidation, I can assure you the pipeline companies account for those factors when using the lines and purge them on cessation of usage. I have extracted over 30 million feet of pipeline, but I never seen this problem. — David Howell, Managing Partner, Pipeline Equities
UPDATE: We reached out to Midrex with the following question:
Q: Are there any constraints on the required quality of iron ore and its availability for use in Midrex’ greener DRI process?
A: The short answer is the MIDREX® Process can reduce any iron-bearing material. However, the chemical characteristics of the resulting reduced material may not be of steelmaking quality (i.e., metallic iron content and amount of gangue present) in all cases.
John Linklater, head of the Midrex office in Dubai and a highly experienced MIDREX Plant operator, discussed using lower grade pellets and lump ore as alternatives to DR-grade pellets in his two-part series titled “Adapting to Raw Materials Challenges – Operating MIDREX Plants with Lower Grade Pellets & Lump Ores.” He said a high-grade lump ore would have a slight edge over the use of lower Fe, so-called blast furnace pellets for the following reasons:
-
- MIDREX Plants are designed to operate on a 30% lump mix without significant impact to production or quality levels
- Blast furnace pellets generally increase the production cost of DRI
- Blast furnace pellets typically have more gangue that must be processed at the steel shop, resulting is greater slag production
In summary, he said that substituting the feed material in a DR Plant is a lot more complicated than just calculating the price difference between the raw material available to that plant. It should encompass the entire operation, from receiving the raw material to tapping liquid steel.
Chris Barrington, chief advisor to the International Iron Metallics Association (IIMA) and principal of an international iron ore consultancy, in his article titled “The Iron Ore Challenge for Direct Reduction On Road to Carbon-Neutral Steelmaking” published in 2Q2022 Direct From Midrex said the essence of the quality requirements of iron ore for direct reduction are:
-
- Fe content as high as possible: minimum 66%, ideally >67%
- acid gangue (SiO2 + Al2O3) content as low as possible: ≤3.5%, ideally, maximum 2%
- phosphorus (as P2O5) as low as possible: ideally ≤0.015% but maximum up to 0.08%, depending on the final steel product
Barrington referenced the thyssenkrupp Steel (TKS) project to produce “electric hot metal” by smelting DRI prior to charging it to its BOF converters as a means of using blast furnace-grade pellets to make DRI. TKS recently contracted with Midrex Technologies and Paul Wurth to supply a 2.5 million tons/year MIDREX Flex™ direct reduction plant that will initially operate on reformed natural gas, which contains 50% or more hydrogen (H2) at the inlet to the furnace, until sufficient H2 is available, at which time it will be transitioned to up to 100% H2 operation.
He observed that as the transition from BF/BOF to DR/EAF takes effect, some pellet producers will of necessity shift supply from the BF to the DR sector. Some already have upgraded their beneficiation plants to enable production of DR-grade pellets.
UPDATE: We reached out to LKAB with a question about the HYBRIT process:
Q: Are there any constraints on the required quality of iron ore and its availability for use in the HYBRIT carbon neutral steel process?
A: That is being researched as part of the work within the Hybrit initiative. The goal is to develop the technology to suit different qualities of iron ore.

Sign up for CleanTechnica's Weekly Substack for Zach and Scott's in-depth analyses and high level summaries, sign up for our daily newsletter, and follow us on Google News!
Whether you have solar power or not, please complete our latest solar power survey.
Have a tip for CleanTechnica? Want to advertise? Want to suggest a guest for our CleanTech Talk podcast? Contact us here.
Sign up for our daily newsletter for 15 new cleantech stories a day. Or sign up for our weekly one on top stories of the week if daily is too frequent.
CleanTechnica uses affiliate links. See our policy here.
CleanTechnica's Comment Policy